




LA CÉMENTATION BASSE PRESSION PAR LE GROUPE THERMILYON
Objectif : optimisation des caractéristiques des couches cémentées avec trempe sous gaz (ou huile) pour des pièces parfaitement propres.
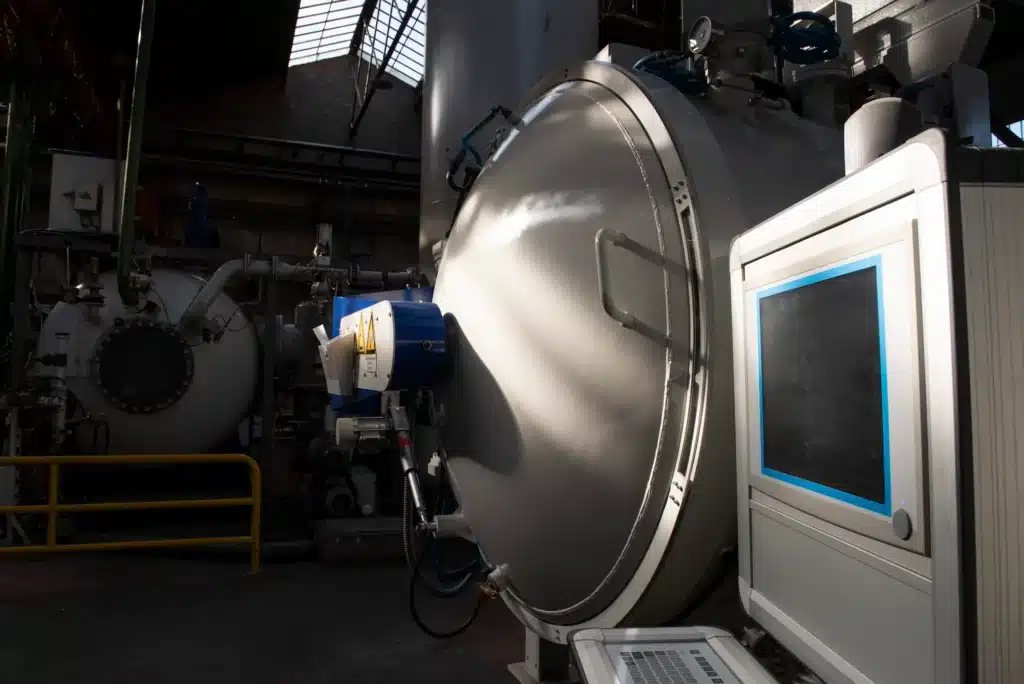
La cémentation basse pression est une forme avancée de traitement thermique utilisée pour améliorer la dureté superficielle des métaux tout en préservant les caractéristiques de ténacité à cœur de l’acier. Cette méthode se distingue par sa réalisation dans un four sous vide, optimisant l’utilisation d’un flux contrôlé de carbone dans une atmosphère spécifiquement adaptée. Contrairement à la cémentation gazeuse traditionnelle, elle est effectuée sous une pression réduite, ce qui permet d’obtenir une meilleure maîtrise des propriétés finales de la couche traitée.
Informations à communiquer pour étude ou commande
Information à communiquer :
– Plan de la pièce, poids, nombre de pièces par envoi et par mois.
– Nature du métal. Appellation AFNOR de préférence (ou commerciale).
– Type de traitement : cémentation ou carbonitruration.
– Profondeur conventionnelle et dureté superficielle (la dureté à coeur résulte de la nuance d’acier).
– Zones à protéger, zones à cémenter (à faire figurer sur le plan). Informations à communiquer (pour étude ou commande)
– Tolérance de déformation (avec redressage éventuel) et surépaisseur pour usinage de finition.

Complément sur la cémentation basse pression du groupe ThermiLyon
Dans le Groupe ThermiLyon, le processus de cémentation basse pression est conçu pour répondre aux standards les plus élevés du marché, en particulier dans les secteurs exigeants comme l’automobile et l’aéronautique. Cette méthode innovante garantit une résistance mécanique supérieure et une durée de vie prolongée des composants traités, tout en maintenant un environnement de travail propre grâce à l’utilisation de techniques sous vide avancées.
Les sites du Groupe ThermiLyon utilisent des fours de haute technologie pour réaliser une cémentation homogène sur divers matériaux métalliques, y compris l’acier inoxydable. La précision du contrôle du degré de vide et la régulation exacte de la température permettent une diffusion optimale du carbone à la surface des pièces, tout en préservant l’intégrité de leur composition chimique.
Cette technique, effectuée dans nos installations industrielles spécialisées, non seulement améliore la résistance à l’usure des composants mais aussi optimise leur performance dans des conditions opérationnelles sévères. La cémentation basse pression est donc un choix privilégié pour les entreprises cherchant une solution efficace et économique pour augmenter la qualité de leurs produits métallurgiques.
En fonction des types de pièces et de la taille de la série, le Groupe ThermiLyon est équipé de fours mono chambre ou multi chambres pour une plus grande productivité.
La maîtrise de la trempe sous vide huile ou gaz permet l’utilisation de nombreux aciers alliés et inoxydables.

secteurs d’activités concernés
S’agissant d’une cémentation trempe, le procédé peut être utilisé pour toutes pièces mécaniques sollicitées en fatigue et frottement. Cependant, la haute qualité de couche obtenue conduit à recommander ce procédé pour les pièces dites de hautes performances nécessitant des caractéristiques métallurgiques strictes.

Nos différentes documentations

Voir toutes nos documentations

Notre FAQ
Incorporer sous la surface de la pièce en acier du carbone afin d’améliorer la résistance à la fatigue et à l’usure en surface tout en conservant de bonnes propriétés mécaniques à cœur.
La cémentation basse pression utilise des fours avec chauffage électrique, des quantités de gaz pour cémenter très faibles et souvent un refroidissement sous gaz neutre. La cémentation traditionnelle utilise des fours avec en général un chauffage au gaz, une atmosphère de cémentation à pression atmosphérique et une trempe huile.
La propreté et le niveau plus faible de déformations permettent de faire des gains financiers en supprimant les opérations postérieures de la lavage ou sablage et en diminuant les gammes de reprises d’usinage.
Les fours sont vide permettent de garantir l’absence d’air donc d’oxygène dans le four. Ainsi il y a absence d’oxydation. De plus le procédé de cémentation basse pression s’opère à un niveau de pression très bas par rapport à la pression atmosphérique d’où l’utilisation de pompe à vide pour atteindre ce niveau de pression.
Les pièces qui nécessitent une très grande propreté (par exemple trou, alésage, pièces finies),les pièces très ouvragées sensibles aux déformations, les pièces en acier inoxydable

Nos dernières actualités





