




Le recuit fait partie des traitements thermiques des métaux les plus connus. D’un autre côté, l’induction constitue une méthode de chauffage, qui repose sur la diffusion d’un courant électromagnétique transmis par un inducteur à la surface des pièces. La combinaison de ces deux technologies s’avère idéale pour appliquer un traitement de recuit localisé sur les produits. Le recuit par induction implique de traiter les pièces une par une mais monte plus rapidement en température que les méthodes traditionnelles, il se révèle donc particulièrement adapté aux pièces à géométrie plus ou moins complexe de série.
Fonctionnement du recuit par induction
La technique du recuit par induction associe en réalité deux procédés : le recuit, qui constitue un traitement thermique, au même titre que la nitruration par exemple, et l’induction, qui représente un mode de chauffage. En pratique, le recuit consiste à chauffer une pièce pour modifier certaines de ses propriétés. Cette méthode a pour objectif principal d’améliorer l’usinabilité des produits, en particulier si ceux-ci doivent subir par exemple un traitement de rivetage, de tournage, ou de perçage par la suite. Cette solution permet également d’adoucir et défragiliser une zone de la pièce en particulier.
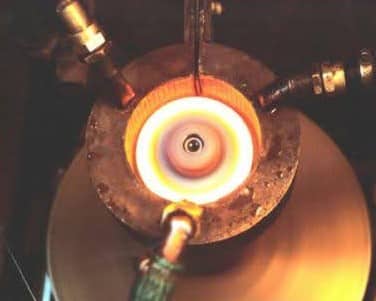
Dans le cas d’un recuit par induction, la pièce est placée dans une bobine (inducteur) et le chauffage par induction s’opère grâce à la diffusion d’un courant électromagnétique entre un inducteur, souvent en cuivre et la surface de la pièce. Cette méthode sert avant tout à traiter des zones bien spécifiques des pièces et garantit de respecter leur géométrie. Ainsi, seules les parties situées dans l’inducteur reçoivent de la chaleur, il s’agit donc d’un procédé idéal pour n’en chauffer que certaines parties bien définies.
Pourquoi recourir à cette solution ?
Le recuit par induction se révèle très pratique pour traiter seulement certaines zones des produits, il s’opère donc sur des pièces finies, trempées, revenues ou cémentées dans tout leur volume et fait partie des étapes de finition. Certaines requièrent, en effet, un traitement supplémentaire uniquement au niveau de zones bien précises, où l’on dispose les inducteurs pour ne pas chauffer le reste de la surface.
Le recuit par induction présente plusieurs avantages. Tout d’abord, il représente une excellente manière d’appliquer un traitement localisé sur les pièces. Par exemple, si un produit mesure 10 centimètres de long et que seul un centimètre nécessite d’être réchauffé, il suffira de placer l’inducteur spécifiquement au niveau de cette zone. De ce fait, il s’avère très simple de régler l’épaisseur, la longueur et le diamètre de la zone de traitement. Il reste également possible de traiter toute la pièce de cette façon.
De plus, si le recuit par induction implique de traiter les produits un par un, il demeure tout à fait possible d’automatiser le processus et ainsi, de gagner beaucoup de temps. Dans le cas d’un recuit au four, le traitement peut durer entre 8 et 10 heures, contre seulement quelques secondes pour le recuit par induction. Cette technique garantit aussi de chauffer plus rapidement, car les pièces peuvent atteindre plus de 850 degrés Celsius en seulement quelques instants. Le rendement à l’heure peut donc s’avérer très intéressant.
Exemples d’utilisation du recuit par induction
Le recuit par induction offre la possibilité de ne traiter que certaines zones sur des pièces déjà finies, ce qui se révèle particulièrement utile pour des produits tels que des rivets ou présentant des filetages fins. En effet, le recuit par induction permet de défragiliser, d’adoucir les pièces ou certaines zones de celles-ci, ce qui les rend plus faciles à usiner ou à déformer. Dans le cas d’un rivet, dont une partie demeure amenée à être écrasé et déformé, le recuit par induction garantit que cette dernière devienne plus molle et, de ce fait, remplisse mieux sa fonction. De même, cette technique paraît idéale pour les pièces dotées d’un filetage. Le traitement peut se voir appliqué uniquement au niveau du filet, souvent fin et cassant à l’état naturel.
Le recuit par induction repose sur l’association du traitement thermique du recuit et du chauffage par induction. En induisant un courant électromagnétique entre un inducteur et la surface d’une pièce, ce procédé offre la possibilité d’appliquer un traitement extrêmement localisé, idéal pour les rivets et les filets taraudés. S’il nécessite de traiter les produits un par un, le fait d’automatiser le passage des pièces permet de gagner beaucoup de temps : dans la mesure où les inducteurs peuvent diffuser une chaleur de plus de 850 degrés Celsius en quelques secondes, le recuit par induction garantit une excellente productivité.
