




Nitruration et nitrocarburation gazeuse contrôlée
Objectif : Résistance à la fatigue, à l’usure, mais aussi au grippage et à la corrosion
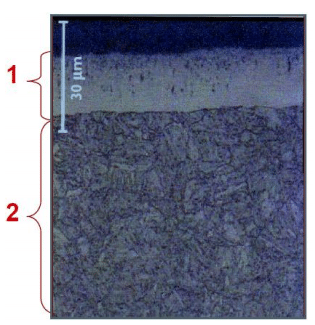
En détail, la nitruration est une diffusion d’azote atomique N à la surface des pièces préalablement traitées par trempe et revenu de préférence. Ce procédé thermochimique engendre une augmentation de la dureté superficielle des matériaux ferreux permettant une bonne résistance à l’abrasion ainsi qu’une augmentation des contraintes de compression pour améliorer la résistance à la fatigue. La nitrocarburation, quant à elle, est un traitement dérivé de la nitruration, où à la diffusion d’azote s’ajoute du carbone, augmentant la résistance à l’usure et au frottement de l’acier. L’insertion d’azote N (ou N et C pour la nitrocarburation) et la formation de nitrures avec les éléments d’alliage de l’acier, provoquent un durcissement de surface apportant les propriétés recherchées (dureté de 750 à 1100 HV).
Le traitement réalisé entre 500 et 570°C permet de fortement limiter les risques de déformations.

Des informations complémentaires sur la nitruration gazeuse contrôlée
La nitruration gazeuse contrôlée est réalisée dans un four à convection forcée, utilisant un mélange ou gaz actif à une pression voisine de la pression atmosphérique, souvent dans un environnement de basse température pour minimiser les risques de déformation. Les espèces actives que sont l’azote atomique N, ou dans le cas de la nitrocarburation N et C, sont obtenues par craquage de l’ammoniac NH3 (ou NH3 additionné d’un gaz carburant pour la nitrocarburation) à la température de traitement (500 à 570°C).L’enrichissement en azote et/ou carbone est régulé automatiquement grâce à l’utilisation de capteurs spécifiques (sonde à hydrogène et sonde à oxygène), alimentant un algorithme permettant de calculer le potentiel de nitruration (KN) et/ou de carbone (KC), afin de garantir une qualité optimale et une propreté de surface maximale.
Pour étude et commande
Information à communiquer :
• Plan de la pièce (avec éventuellement : zones à protéger).
• Nombre de pièces par envoi et par an.
• Nature de l’acier : appellation normalisée (ou commerciale).
• Spécification des couches à réaliser (avec surépaisseur d’usinage • éventuellement prévue).
• Traitements antérieurs (prétraité, trempé revenu, stabilisé, recuit)

secteurs d’activités concernés
Applications types : vis et fourreaux d’extrusion, outillages de forge, emboutissage profond, cames, glissières, engrenages, pièces mécaniques de frottement.



Nos différentes documentations


Voir toutes nos documentations
Notre FAQ
Le dépôt sous vide est un traitement de surface permettant de déposer un matériau ou alliage sur une pièce mécanique.
Le fait d’utiliser une technologie sous vide permet d’avoir un procédé parfaitement propre et non polluant.
Il n’est pas soumis à la législation REACH.
Ce procédé permet d’augmenter très fortement la résistance à l’usure, à l’abrasion, aux frottements et à la corrosion. Ainsi la durée de vie des composants est fortement augmentée.
Les épaisseurs standard sont de l’ordre de 3µm et le dépôt est réalisé sur pièces finies
L PVD est un dépôt physique en phase vapeur. L’élément à déposer est obtenu par évaporation ou par pulvérisation via un procédé physique. Le PACVD est un dépôt chimique en phase vapeur assisté par plasma. L’élément à déposer est obtenu à partir de réactions chimiques. Le plasma permet d’obtenir cette réaction chimique à plus basse température
Les dépôts sont vide sont classés en plusieurs catégories: anti usure, frottement, décoratif et biocompatibilité. Les applications sont donc très variées: composants automobile, aéronautique, outillage, outils coupants, dispositifs médicaux, pièces décoratives…
La méthode de dépôt dépend avant tout de la nature du revêtement à déposer et du substrat.
Si le substrat ne peut pas être chauffé à haute température, le dépôt devra être réalisé à partir d’une technologie basse température.
Si le revêtement à déposer est constitué d’un élément solide (cible en métal ou en graphite)un procédé physique type PVD est utilisé. Si celui-ci est constitué d’un gaz ou d’un liquide un procédé chimique est utilisé type CVD ou PACVD
Incorporer sous la surface de la pièce en acier du carbone afin d’améliorer la résistance à la fatigue et à l’usure en surface tout en conservant de bonnes propriétés mécaniques à cœur.

Vous avez une question, un besoin ?
Notre équipe dédiée vous répond sur le procédé le plus adapté à votre besoin.
Contactez-nousNos dernières actualités





